









Dodajesz zapytanie ofertowe, Twoje zapytanie trafia do wykonawców,a otrzymane wyceny trafiają bezpośrednio na Twój adres e-mail.
Ty wybierasz firmę, z którą chcesz współpracować i kontaktujesz się z nią bezpośrednio – na własnych warunkach. LaserTrade nie uczestniczy w rozliczeniach, nie narzuca zasad współpracy i nie pobiera opłat od Klientów.
Korzystanie z platformy jest bezpłatne.
Niezawodni i sprawdzeni dostawcy elementów ciętych plazmą na zamówienie – są teraz w 1 miejscu.
Parki maszynowe naszych Partnerów wyposażone są w najnowocześniejsze wycinarki plazmowe. Poznaj w 1 miejscu setki firm CNC, zapewniając sobie niespotykane dotąd możliwości komunikacyjne i produkcyjne.
Cięcie plazmowe – oferta.
Wykonujemy cięcie plazmowe w:
- aluminium,
- stali nierdzewnej,
- stali czarnej,
- oraz wszystkich innych materiałach podlegających obróbce plazmą.
U nas otrzymasz oferty na cięcie plazmowe metali, przygotowane dla Ciebie przez kilka lub kilkanaście firm CNC jednocześnie.
Wszystkie firmy zrzeszone tu posiadają od min. roku do kilkunastu lat doświadczenia.
Cięcie plazmowe wykonasz na materiale własnym lub wycenisz z materiałem po stronie Wykonawcy.


Gotowy na cięcie plazmowe?
Nie trać czasu na samodzielne szukanie firm i porównywanie ofert na cięcie plazmowe.
Wykonujemy zlecenia jednostkowe oraz seryjne. Dla firm oraz osób indywidualnych.
Z nami wykonasz usługę szybciej, taniej i bez straty cennego czasu.
Dostarczamy elementy na terenie całej Polski i Europy!
Jeżeli jesteś gotowy dodać swoje pierwsze zapytanie o cięcie plazmowe, rozpocznij proces, a resztą zajmiemy się my!
Już teraz dodaj zapytanie i skorzystaj z bezpłatnej wyceny na cięcie plazmowe, przygotowanej przez wiele firm jednocześnie.
Dodatkowe usługi


Cięcie plazmowe w metalu.
Nasze możliwości w zakresie cięcia plazmowego – przykładowo cięcie plazmą stali nierdzewnej, cięcie aluminium plazmą – są ogromne. Biorąc pod uwagę całą sieć firm partnerskich zrzeszonych wokół naszego portalu i z nim współpracujących, jesteśmy miejscem idealnym do szybkiego nawiązywania kontaktu, pozyskiwania ofert handlowych oraz błyskawicznej realizacji zadania. Panel Klienta pozwala na zebranie wszystkich zasobów związanych z ofertami i zamówieniami w jednym, uporządkowanym miejscu. To gwarancja udanej współpracy!
Co wytniesz plazmą?
Cięcie plazmowe to metoda ekonomiczna i dobra jakościowo dla materiałów ze stali konstrukcyjnej o grubości poniżej 30 mm, stali stopowej i kolorówki.
W zależności od źródła mocy, ręczne systemy plazmowe są zdolne do rozcinania blach o grubości do 75 mm. Zaawansowane systemy wysokoamperażowe potrafią rozciąć nawet do 160 mm.
Z tego też powodu usługami często wykonywanymi przez naszych Partnerów są: cięcie plazmą stali nierdzewnej, cięcie plazmą aluminium i inne.
Cięcie zardzewiałych, pomalowanych czy zabrudzonych powierzchni nie wymaga wcześniejszego czyszczenia. Do prawidłowej pracy przecinarki plazmowej niezbędny jest jedynie dobry kontakt elektryczny przewodu masowego z ciętym materiałem. Plazmą można ciąć blachy, kształtowniki, rury oraz siatki.
Systemy plazmowe z powodzeniem instaluje się również na stołach CNC oraz robotach.
Nasi Partnerzy tną plazmą zawodowo!
Cięcie plazmowe – zalety i wady.
Wśród głównych KORZYŚCI ze stosowania cięcia plazmą CNC na szczególną uwagę zasługują następujące cechy użytkowe:
- znaczne prędkości cięcia – 5 do 7 razy większe niż w przypadku cięcia tlenowo–gazowego,
- cięcie bez podgrzewania, szybkie przebijanie,
- wąska strefa wpływu ciepła, małe odkształcenia cieplne – dzięki silnie skoncentrowanemu działaniu temperatury i dużym prędkościom cięcia mamy do czynienia ze stosunkowo niewielkim wpływem temperatury na cały materiał,
- niewielka szczelina cięcia,
- dobra jakość powierzchni cięcia (możliwość uzyskania doskonałej, lustrzanej powierzchni krawędzi z agregatami plazmowymi klasy XD),
- możliwość cięcia bez nadpalania materiałów cienkich,
- duży zakres grubości cięcia – od 0,5 mm do 160 mm,
- skuteczne cięcie w pionie i ukosowanie stali konstrukcyjnej o grubości do 30 mm,
- łatwa automatyzacja procesu cięcia,
- bardzo duże tempo produkcji z blachy cienkiej po właściwym ustawieniu i zaprogramowaniu,
- relatywnie niski koszt inwestycji.
Optymalny dobór gazów plazmowych i parametrów cięcia pozwalają uzyskać bardzo dobrą jakość przeciętej powierzchni, praktycznie zerową ilość zgorzeliny oraz wysoką powtarzalność elementów. Automatyczne ustawienie elementów na blasze lub rurze (Nesting) minimalizuje ilość odpadów.
Cięcie łukiem plazmowym nie jest jednak pozbawione WAD, a wśród nich warto wymienić:
- duży hałas (z wyjątkiem cięcia pod wodą),
- silne promieniowanie UV,
- duża ilość gazów i dymów szkodliwych dla zdrowia (problem ten rozwiązuje System Inteligentnego Sterowania Stołami Sekcyjnymi),
- zmiany w strefie wpływu cięcia,
- trudności w utrzymaniu prostopadłości krawędzi (problem rozwiązuje plazma High Definition).
Czym jest plazma?
Plazma jest zjonizowaną materią o stanie skupienia przypominającym gaz. Z uwagi na swoje specyficzne właściwości czasami nazywana jest czwartym stanem materii, aczkolwiek z racji tego, że ponad 99,99% materii składa się właśnie z tej substancji, powinna być nazywana pierwszym stanem skupienia. Złożona jest zarówno z cząstek naładowanych elektrycznie, jak i obojętnych. W plazmie współwystępują zjonizowane atomy oraz elektrony, jednak cała objętość zajmowana przez plazmę jest elektrycznie obojętna.
Z uwagi na obecność dużej ilości jonów o różnym ładunku oraz swobodnych elektronów, plazma przewodzi prąd elektryczny, jednak jej opór – inaczej niż w przypadku metali – maleje wraz ze wzrostem temperatury. Gdy natężenie przepływającego prądu osiągnie odpowiednio wysoką wartość, plazma emituje energię w postaci światła i ciepła.
W zależności od natężenia przepływającego prądu w plazmie możemy wyróżnić trzy jej stany:
- przy bardzo małym natężeniu prądu nie widać świecenia (czarny prąd),
- przy większym natężeniu zaczyna ona wytwarzać światło – i jest to zjawisko, które znamy z lamp jarzeniowych,
- przy wzroście natężenia prądu i przekroczeniu pewnej granicy wartości powstaje łuk elektryczny – i tę właśnie właściwość wykorzystuje się przy cięciu i spawaniu plazmą.
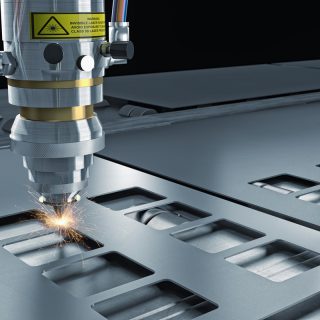
Cięcie plazmowe metali – na czym polega proces?
Źródłem ciepła w procesie cięcia plazmowego jest silnie skoncentrowany łuk elektryczny o dużej energii kinetycznej, jarzący się pomiędzy ciętym materiałem a nietopliwą elektrodą, umieszczoną w uchwycie plazmowym.
Odpowiednią koncentrację łuku otrzymuje się za pomocą specjalnej dyszy, zwanej dyszą plazmową (dyszą tnącą). W zależności od natężenia prądu cięcia, stosowane są dysze plazmowe o różnej średnicy. Najczęściej spotykanym przedziałem średnic dysz tnących jest przedział od 0,6 mm do 2,0 mm. Zadaniem dyszy tnącej jest koncentracja ciepła na niewielkiej powierzchni materiału, co powoduje znaczny wzrost stopnia jonizacji przepływającego gazu plazmowego. Chłodzone ścianki dyszy powodują zawężanie kolumny łuku. Dzięki dużemu zagęszczeniu mocy wytwarza się uformowany strumień plazmy, który ze względu na temperaturę sięgającą kilkunastu tysięcy stopni Celsjusza oraz dużą prędkość z łatwością przetapia i przedmuchuje metal, wyrzucając materiał ze szczeliny cięcia.
Plazmowy łuk elektryczny jest silnie zjonizowanym gazem, przemieszczającym się z dyszy plazmowej z prędkością bliską prędkości dźwięku. Temperatura wiązki plazmy oscyluje wokół wartości 10 000 – 30 000 K i zależna jest od natężenia prądu oraz rodzaju i składu gazu plazmowego. Dzięki dużej energii cieplnej łuku plazmowego cięcie może być realizowane w szerokim zakresie prędkości.
Cięcie plazmą CNC (inaczej: palenie plazmowe) wykorzystuje prąd stały o biegunowości ujemnej. Uchwyt masowy podłączony jest więc do bieguna dodatniego, a plazmowy do bieguna ujemnego. Zajarzenie łuku plazmowego odbywa się poprzez potarcie dyszy tnącej o materiał cięty (rozwiązanie starsze technologicznie) lub przez wykorzystanie tzw. łuku pilotażowego, jarzącego się między elektrodą a dyszą plazmową. Łuk ten powstaje dzięki wykorzystaniu krótkich impulsów o wysokim napięciu, wytwarzanym w jonizatorze wysokiej częstotliwości. Wykorzystanie łuku pilotażowego znacznie ułatwia przebieg procesu cięcia. Umożliwia wstępne nadtopienie brzegów ciętego materiału, rozpoczynanie procesu cięcia w dowolnym położeniu palnika tnącego.
Plazma tworzona jest za pomocą palnika do cięcia plazmą. Palnik może być prowadzony przez operatora ręcznie lub w sposób zautomatyzowany.
Plazmowe cięcie metalu wykorzystywane jest w wielu gałęziach przemysłu. Sprawdza się głównie tam, gdzie potrzebna jest dobra jakość cięcia i stosunkowo korzystny współczynnik ceny do jakości. Z powodzeniem zastępuje proces cięcia tlenowo–gazowego stali stopowych, z uwagi na znacznie niższe koszty eksploatacyjne w przypadku materiałów o grubości do 30 mm. Idealnie sprawdza się przy cięciu materiałów przewodzących prąd elektryczny – o grubości nawet do 150 mm.
Cięcie plazmą – metody i typy.
Przy użyciu palnika plazmowego wykonywać można przeróżne typy cięcia. Najpopularniejszymi z nich są:
- cięcie plazmowe CNC podstawowe – czyli zwykłe rozcinanie elementu obrabianego od krawędzi,
- cięcie szablonowe – w przypadku cięcia tego typu przebijamy się w środku obrabianego elementu, a następnie prowadzimy palnik (podobnie jak przy cięciu podstawowym) wzdłuż wcześniej przygotowanego szablonu,
- ukosowanie – polega na tym, że palnik pochylamy pod odpowiednim kątem, tak aby po odcięciu otrzymać pochyloną krawędź,
- żłobienie – dzięki zastosowaniu specjalnych części eksploatacyjnych, możliwe jest tworzenie regularnych wyżłobień w obrabianym materiale; pozwala to usunąć np. wadliwy spaw lub rozdzielić wcześniej zespawane elementy; podczas żłobienia palnik skierowany jest pod kątem ostrym w stosunku do obrabianej powierzchni, dzięki czemu stopiony materiał jest wydmuchiwany na zewnątrz bez przecinania materiału; korzyści stosowania żłobienia plazmowego to: redukcja hałasu i dymów w porównaniu z innymi cieplnymi metodami żłobienia, wysoka precyzja, duża wydajność i czystość usuwania metalu, redukcja ryzyka nawęglania w porównaniu z procesem żłobienia łukiem elektrycznym, możliwość żłobienia metali żelaznych i nieżelaznych,
- cięcie wielu blach jednocześnie – możliwe jest po uprzednim ułożeniu ich w stos,
- cięcie zmechanizowane – możliwe jest po zainstalowaniu systemu na stole CNC.
W jednym miejscu skupiamy profesjonalne firmy od cięcia plazmą, a także laserem, wodą i tlenem. Czeka tu na Ciebie największy park maszynowy w Polsce, z najnowszymi technologiami, dlatego jeśli złożysz zapytanie ofertowe na cięcie plazmowe – szybko przedstawimy Ci oferty, z których wybierzesz najwłaściwszą dla siebie.
Nasz zasięg.
Sprawdź nasze usługi: wycinanie plazmą śląskie, cięcie plazmowe Katowice, cięcie plazmowe metali nieżelaznych Gliwice, cięcie plazmą Warszawa oraz cięcie plazmowe w wielu innych zakątkach kraju.
Zapraszamy do współpracy!